Do této haly bylo umístěno technologické vybavení jejího dlouholetého partnera firmy ELEMATIC OY AB, Akaa, Finsko, jehož hlavním cílem je zajištění maximální možné mechanizace a automatizace výrobního procesu, a tím snížení nároků na pracovní sílu při výrobě předpjatých stropů.
V této hale bylo nainstalováno osm výrobních drah šířky 1 290 mm a délky 120 m. Mezi těmito drahami byl zvolen rozestup 1 000 mm, aby byl vytvořen dostatečný, bezpečný prostor mezi dvěma strojními zařízeními, které pracují na sousedních drahách. Tento počet drah, vysoká mechanizace a automatizace výrobních procesů, stejně jako vyhřívání drah při vytvrzovaní výrobků umožňuje dosáhnout roční kapacitu více než 300 000 m2 předpjatých stropů.

Před betonáží se dráha připravuje zařízením Preparer P7–1200e. Preparer je vybavený rotujícími kartáči, které vyčistí dráhu a chodbičku mezi dráhami od zbytků betonu a kalů, které vznikly při řezání dráhy na požadovanou délku. V dalším pracovním kroku Preparer natáhne a uloží vedle dráhy předpínací lana. Stroj dokáže natáhnout až 11 lan v jednom pracovním cyklu. Při cestě zpět klade lana na výrobní dráhu, nanáší vrstvu formovacího prostředku na dráhu a také vrstvu vody, která působí jako plastifikátor na spodní podhled stropu. Předpjetí lan zabezpečuje skupinové předpínání a uvolnění předpjetí typu E9–200. Racionalizuje také předpínání lan tím, že v jednom pracovním cyklu napne všechna lana, která jsou určená pro vyráběný typ stropu. Tímto je dráha připravená k betonáži.
Doprava betonové směsi je plně automatizovaná. Zabezpečuje ji výměna signálů mezi dopravou betonové směsi podvěsnou drážkou, distributorem betonu typu P7 26b a tvarovacím strojem P7. Dávkování betonové směsi je proto plynulé, bez delších čekacích časů.
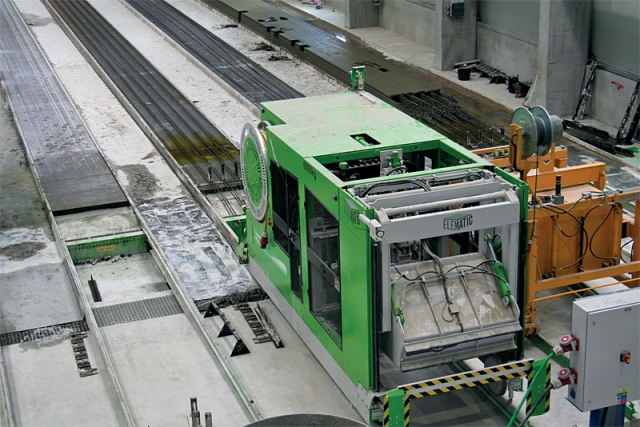
Tvarovací stroj je osvědčeného typu P7–1200e. Stroj se skládá z náhonové jednotky a tvarovacího modulu. Výměna modulu umožňuje vyrábět předpjaté stropy výšky 150 mm, 200 mm, 265 mm, 320 mm, 400 mm a 500 mm. Stroj zhutňuje beton osvědčeným systémem příčného zhutnění (shear compaction), které zabezpečuje vysokou kvalitu výrobků při nízké hladině hluku, s nízkým opotřebením těch částí stroje, které přicházejí do styku se zpracovávaným betonem. Stroj je vybavený automatickou kontrolou zhutnění, která umožňuje zpracovávat betonovou směs s rozdílnou vlhkostí.

Za tvarovacím strojem P7–1200e je umístěno zařízení Modifier E9– 1200m. Stroj zabezpečuje všechny potřebné následné činnosti – kreslí čáry v místech, kde bude pila po vytvrdnutí výrobku tento výrobek řezat na požadovanou délku, vrtá otvory pro odvod vody z děr stropu a vytváří prostupy.
Modifier postupuje za tvarovacím strojem automaticky a jeho zásobník umožňuje beton získaný při vytváření prostupu vrátit zpět do zásobníku tvarovacího stroje. Tento postup umožňuje, podle počtu a velikosti prostupů, ušetřit ročně okolo 10 000 € na betonu, který byl vrácen zpět do výrobního cyklu.
Po dosažení formovací pevnosti vytvořeného panelu na dráze se předpjetí lan uvolní a stropní panel se na dlouhé dráze nařeže na požadovanou délku. Řezání zabezpečuje pila typu E9-500. Pila může dělit stropy do výšky 520 mm a umožňuje příčné řezy, řezy pod úhlem nebo podélné řezy. Nařezané předpjaté stropy jsou uložené na vozíky E9-1200w, pomocí kterých jsou stropy dopravené na skládku.

Součástí dodávky je software firmy ELEMATIC FloorMES E9–HS. Tento SW FloorMES E9 je velmi efektivní nástroj, který umožňuje využít data jednotlivých stropů z CAD výkresů a tyto následně použít na ovládání tvarovacího stroje P7, Modifieru E9 a pily E9-500. Modul konvertuje data z CAD formátu na data, která umí uvedené stroje číst a využít ke svému ovládání. Přenos dat je zabezpečený pomocí WLAN sítě.
Společným úsilím firem GOLDBECK Prefabeton, Vrdy a ELEMATIC OY AB, Akaa, z Finska se tak podařilo vytvořit v současnosti nejmodernější linku na výrobu předpjatých stropů v České republice, která v maximálně možné míře využívá mechanizaci a automatizaci výrobních procesů.