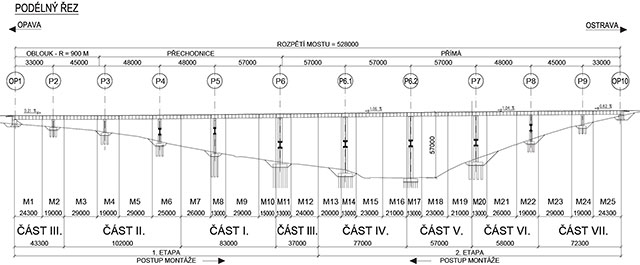
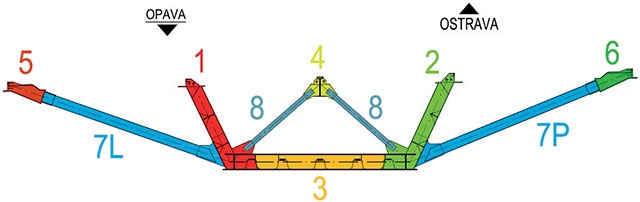
Tvar komory a poloha krajních podélníků jsou zabezpečeny ocelovými táhly. Půdorysně je část mostu (směrem od Opavy) ve směrovém oblouku o poloměru 900 m, od pilíře P3 v přechodnici a od pilíře P6 v přímé. Niveletu tvoří údolnicový zakružovací oblouk, konstantní sklon 1,06 %, a vrcholový zakružovací oblouk. Most o 11 polích má celkovou délku nosné konstrukce 529,6 metrů. Rozpětí polí je 33,0 + 45,0 + 2 × 48,0 + 4 × 57,0 + 48,0 + 45,0 + 33,0 m. Celková hmotnost OK je cca 3 293 t. Dodavatelem celého objektu je společnost Skanska a. s. Zhotovitel RDS je firma SHP. Firma FIRESTA-Fišer, rekonstrukce, stavby a. s. zajišťuje výrobu, montáž vč. výsunu, PKO, spouštění a osazení konstrukce na ložiska. Termín realizace části ocelové konstrukce je 2013-2014.
Výrobní dokumentace je z důvodu návaznosti výroby rozdělena do sedmi částí. Každá část zahrnuje 3 – 4 montážní dílce (viz obr. č. 1). Část I. – III. zahrnuje dílce vysouvané v 1. etapě montáže směrem od Opavy, část IV. – VII. zahrnuje dílce vysouvané ve druhé etapě směrem od Ostravy.
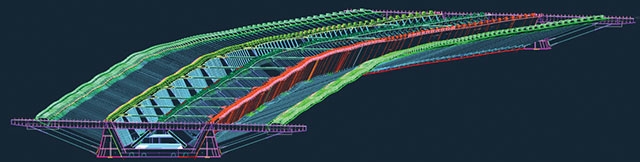
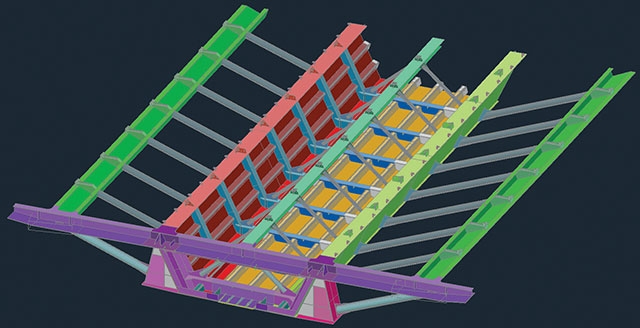
Tvorbě výkresové dokumentace předcházelo modelování nosné konstrukce mostu v programu Advance Steel, které práci výrazně usnadnilo a zpřesnilo. 3D model byl tvořen na základě křivkového modelu, jehož křivky kopírují určující hrany nosné konstrukce. V modelu je zahrnuto i nadvýšení konstrukce. Model obsahuje všechny plechy v jejich skutečném tvaru, včetně otvorů a úkosů hran. Z modelu byly vytvořeny řezy a pohledy, které byly použity pro tvorbu výkresů. Dále byly s pomocí programu Advance Steel vygenerovány položky plechů, určeny hmotnosti a těžiště jednotlivých dílců potřebné pro návrh montážních ok.
VÝROBA
Dle ČSN 732601/1998 byla konstrukce zařazena do výrobní skupiny Aa, pro základní materiál (plechy a trubky) byl předepsán dokument kontroly 3.2 dle ČSN EN 10 204:2005. Maximální použitá tl. plechů byla 95 mm. Dodavatelem plechů byla společnost Evraz Vítkovice Steel, výrobcem trubek byly Třinecké železárny.
Kompletní výroba probíhala v mostárně společnosti Firesta. Při výrobě byly zvlášť vyráběny a následně dílensky sestavovány hlavní nosníky a střední dolní pásnice. Poměrně náročné na výrobu byly zejména nadpodporové příčníky a vnější podélníky. Dílenská přejímka komory byla vždy prováděna v sestavě min. dvou podélných dílů, aby byla zajištěna návaznost dílů. Příčné svary na stěnách a horních pásnicích byly zkontrolovány ultrazvukem v rozsahu cca 50 % a vizuální kontrola svarů byla provedena ve 100 % rozsahu. Odděleně byly současně vyráběny vnější a středové podélníky, vnitřní a vnější trubkové vzpěry. Vlastní sestavení celého mostu do plného profilu vzhledem k jeho průřezu proběhlo až na montážní plošině. Při výrobě byly využity svařovací metody 135, 121, 783, na montáži byly tyto metody doplněny 111.
V souladu s TKP 19B byl zvolený nátěrový systém od společnosti Hempel (60 μm Hempadur ZINC 17360 + 2 x 110 μm Hempadur Fast Dry 17410 μm + 60 μm Hempathane HS 55610 = 340 μm).
Vlastní dílenské nátěry probíhaly v tryskacím a lakovacím boxu společnosti Firesta do 2. podkladového nátěru, vrchní sjednocující nátěr byl aplikovaný zejména z důvodu množství montážních svarů až na stavbě.
MONTÁŽ MOSTU
Po dokončení aplikace druhé mezivrstvy na dílně byly jednotlivé dílce odváženy s využitím nadměrné přepravy na stavbu. Vzhledem k vlastní poloze mostu v krajině byla nejnáročnější část dopravy při návozech dílů od OP1 zpevněnou lesní cestou.
Přestože je konstrukce mostu v délce cca 238 m z celkových 529 m půdorysně zakřivená, byla z důvodu velké výšky pilířů zvolena technologie montáže podélným výsunem. Konstrukce však musela být pro výsun rozdělena v podélném směru na dvě části. Levá zakřivená část délky cca 214 m je vysouvána od opavské opěry O1. Pravá ,,přímá“ část délky cca 315 m je vysouvána od ostravské opěry O10. Před každou z opěr byla pro účely montáže zbudována montážní plošina, vybavená portálovým jeřábem. Poloha montážního styku obou vysouvaných částí byla projektantem mostu navržena mezi pilíři P5 a P6. Podrobnou analýzu výsunu se stanovením průběhů reakcí a průhybů na jednotlivých výsuvných pozicích zpracoval projektant mostu firma SHP. Levá zakřivená část je pro výsun opatřena naváděcím krakorcem délky 12 m, pravá přímá část krakorcem délky 16 m. Harmonogram výstavby umožnil montáž obou částí konstrukce mostu postupně, proto byl krakorec navržen pouze jeden, modulárně stavebnicový, umožňující snadnou změnu délky z 12 na 16 m.
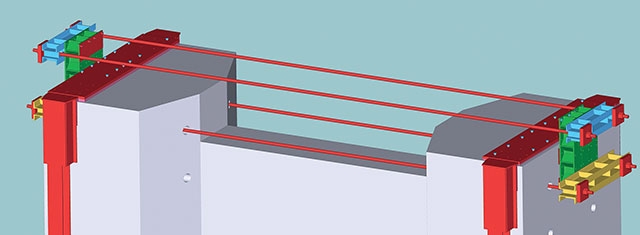
Na montážních plošinách je komora nosné konstrukce mostu sestavována v příčném směru ze tří částí pomocí portálového jeřábu, dále jsou instalovány vnitřní a vnější podélníky a vzpěry mobilním jeřábem. Po sestavení a svaření montážních dílců do montážních celků délek v rozmezí 33 až 57 m je konstrukce z montážní plošiny vysouvána pomocí tažných tyčí, dutými hydraulickými válci. Tyto jsou zakomponovány do tažných zařízení, které tažnou sílu přenáší do opěr mostu. Do konstrukce mostu je tažná síla přenášena přes tažné závěsy. Na zakřivené části musely být tažné závěsy, z důvodu stranového vychylování tažných tyčí, řešeny jako kloubové.
Z důvodu půdorysného zakřivení konstrukce od opěry O1 bylo nezbytné trajektorii výsunu průběžně stranově korigovat. I přes veškerou snahu minimalizovat množství rovnání během výsunu a minimalizovat velikost nezbytné stranové výchylky, bylo nutné kluzná ložiska navrhnout tak, aby umožnila stranovou přestavitelnost přibližně ±800 mm. Aby toto jejich přestavování bylo možné, musely být hlavy pilířů dočasně příčně rozšířeny pomocí ocelových nosníků a šikmých vzpěr. Ložiska pro výsun jsou opatřena kluznými vložkami, bočním vedením a zařízením pro jejich příčný přesun. Výsuvná ložiska jsou uložena v kalotových vahadlech, s možností natočení se kolem horizontální osy. Z důvodu půdorysného zakřivení vysouvané konstrukce bylo nutné ložiska upravit také pro možnost natáčení i kolem vertikální osy a to v rozsahu ±3°.
Výsun přímé části od opěry O10 je řešen standardně, vysouvá se po stacionárních výsuvných ložiskách. Vzhledem k tomu, že architektonické řešení finálního díla z pochopitelných důvodů příliš nerespektuje argumenty statiky pro dočasné montážní stavy, bylo zapotřebí řešit také dočasné posílení (,,opancéřování“) hlavic pilířů v oblastech v blízkosti výsuvných ložisek. Díky dočasnému ,,opancéřování“ nemusela být architektura nijak narušena a pilíře si zachovávají plánovaný subtilní tvar odpovídající statice a potřebám finálního mostu.
Obě vysouvané části se setkávají nad údolím mezi pilíři P5 a P6. Po spuštění konstrukcí na finální ložiska dochází k vzájemné výškové korekci nestejných průhybů, vzniklých v důsledku odlišných délek volných konců a k montážnímu spojení v jeden celek. Po spojení následuje pokládka betonových filigránů, betonáž desky mostovky a dokončovací práce.
ZÁVĚR
Kompletní výroba byla zajištěná společností Firesta a díky nasazení všech dotčených pracovníků při výrobě a montáži můžeme směle konstatovat, že se nám podařilo naplnit přání investora, projektantů i architekta. Montáž mostu zmíněná v tomto příspěvku je ojedinělá volbou technologie postupným výsunem. Ne snad, že by technologie postupným výsunem byla něčím novým, nebo ojedinělým. Technologie montáže postupným výsunem je však vhodná především pro mosty přímé, nebo v konstantním oblouku. V případě, že výsuvná trajektorie a osa mostu spolu z důvodu půdorysného zakřivení, nemohou korespondovat, je vždy na místě podrobná finanční analýza před definitivní volbou použité montáže.
Ing. Jiří Španihel
Ing. Petr Šťasta
Ing. Tomáš Foltýn
FIRESTA - Fišer, rekonstrukce, stavby a.s.
Mlýnská 68, 602 00 Brno
tel.: 543 532 231, 233, fax: 543 532 232
e-mail: firesta@firesta.cz, www.firesta.cz